信息來源于:互聯網 發布于:2021-05-17
1. 精度高、外表粗糙度小
1.1 廣東機械加工廠磨削時,砂輪表面有極多的切削刃,并且刃口圓弧半徑較小。磨粒上較鋒利的切削刃,能夠切下一層很薄的金屬,切削厚度可以小到數微米,這是廣東機械加工廠精密加工必須具備的條件之一。
1.2 廣東機械加工廠 磨削所用的磨床,比一般切削加工機床精度高,剛度及穩定性較好,并且具有微量進給的機構,可以進行微量切削,從而保證了精密加工的實現。
1.3 廣東機械加工廠磨削時,切削速度很高。當磨粒以很高的切削速度從工件表面切過時,同時有很多切削刃進行切削,每個磨刃僅從工件上切下極少量的金屬,殘留面積高度很小,有利于形成光潔的表面。加工精度為IT7~IT6,表面粗糙度Ra值為0.2~0.8mm。
2. 砂輪有自銳作用
廣東機械加工廠磨削過程中,磨砂輪的自銳作用是其他切削刀具所沒有的一般刀具的切削刃。如果鈍損壞,則切削不能繼續進行,必需換刀或重磨。而砂輪由于本身的自銳性,使得磨粒能夠以較鋒利的刃囗對零件進行切削。實際生產中,有時就利用這一原理進行強力連續磨削以提高磨削加工的生產效率。
磨削過程中,磨粒在高速、高壓與高溫的作用下,將逐漸磨損而變得圓鈍,圓鈍的磨粒,切削能力下降,作用于磨粒上的力不斷增大。當此力超過磨粒強度極限時,磨粒就會破碎,產生新的較鋒利的棱角,代替舊的圓鈍磨粒進行磨削;當此力超過砂輪結合劑的粘結力時,圓鈍的磨粒就會從砂輪表面脫落,露出一層新鮮鋒利的磨粒,繼續進行磨削。
3. 背向磨削力 Fp較大

如圖7-4所示,磨削時砂輪作用在工件的力為總磨削力F。F可分解為三個相互垂直方向的分力,即磨削力Fc 、背向力Fp和進給磨削力Ff。磨削時,由于背吃刀量很小,所以磨削力Fc較小,進給磨削力Fc則更小,一般可忽略不計。但背向磨削力Fp很大,這是因為砂輪的寬度較大,磨粒又是以很大的負前角切削的緣故。在刀具切削加工中,一般切削力Fc最大,而磨削時是背向磨削力Fp最大,這是磨削加工的一個顯著特點。
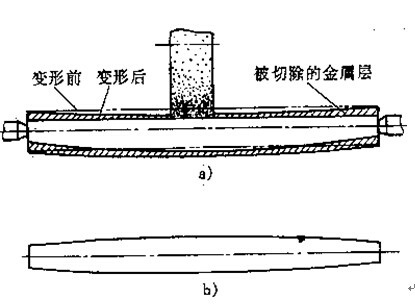
影響:Fp作用于砂輪切入方向,砂輪以很大的力推壓工件,加速砂輪鈍化,使砂輪軸和工件均產生彎曲變形,工件易出現圓柱度誤差,直接影響工件的形狀精度和表面質量,如圖7-5所示。
解決方法:采用精磨,增加光磨次數,或采用輔助支承,以消除或減少因Fp所引起的形狀誤差。
光磨:工件磨到接近最后尺寸(余量一般為0.005~0.01mm)時不再吃刀的磨削。光磨可提高工件的形狀精度,降低表面粗糙度。磨削質量隨著光磨次數的增多而提高。
4. 磨削溫度高
磨削速度高,為一般切削加工的1020倍,且為負前角切削,這樣高的切削速度下,磨削時滑擦、刻劃和切削 3個階段所消耗的能量絕大擠壓和摩擦較嚴重。局部轉化為熱量,加上磨粒多,又因為砂輪本身的傳熱性很差,大量的磨削熱在短時間內傳散不出去,磨削區形成瞬時高溫,并且大部分磨削熱將傳入零件。一般有80%切削熱傳入工件(刀具切削低于20%),而且瞬時聚集在工件表層,形成很大的溫度梯度。工件表層溫度可高達1000℃ 以上,而表層1mm以下接近室溫。當局部溫度很高時,表面易產生熱變形,甚至燒傷。因此,磨削時需施加大量切削液,以降低磨削溫度。
5.表面變形強化和殘余應力嚴重
與刀具切削加工相比,雖然磨削的表面變形強化和殘余應力層要淺很多,但程度更為嚴重。影響零件的加工工藝、加工精度和使用性能。
解決方法:及時用金剛石工具修整砂輪,施加足夠切削液,增加光磨次數。